| 地址:江苏张家港市锦丰镇民营工业园区 | |
| 总经理:刘国平 | |
| 业务联系:营销部 | |
| 电话: | 0512-58560028(总机) |
| 销售电话:0512-58560257 | |
| 传真: | 0512-58563278 |
| 手机: | 013901568615 |
| 013806222296 | |
| 013862209222 | |
| 邮箱: | sales@pmjx.com |
| 网址: | http://www.pmjx.com |
| 微信号:13901568615 | |
| 13806222296 | |
| 13862209222 | |
项目推广首页>项目推广
专利申请号 201410079926.4
201410079719.9
201410079719.9
一.概述
全自动PET包装带打包机广泛用于纺织、化纤、建材、家电等行业,可打包方形,圆形等一般或带弹性物品,如打地毯、服装,铝锭、木材,冰箱、洗衣机等大小货物的全自动打包捆扎。
本机挂在工作台的两侧,采用仿真机械手,穿带,送带,夹紧,移位全都自动完成,采用切带、热合瞬间同步技术,带子熔焊不需气源,不用铁扣,不需拿夹钳扣带打包。是传统打包机的理想换代产品。
二.主要特点
1.本机采用电动打包方式,排除了以往气动打包机在零下温度下气体结冰,堵住打包机气路,使得气体打包机不能正常工作的弊端,气压变化对带子打包质量影响很大,工作质量不稳定;
2.本机送带自动完成,且送带长度固定,排除了以往人工送带,带子啮合点接头长短不一的弊端,实现了节省带子,每个接头长短一致,带子长短一致,受力均匀,美观的特点;
3.本机焊接机熔焊时间针对不同的环境温度可设定,排除了以往同一环境温度下人工焊接熔焊时间全靠操作人员经验掌握,熔焊时间不一致的弊端,有效的控制了啮合点的剥离力,减少了崩包率;
4.本机打包间隔可设定,设定数值后,每根带子的间隔尺寸一致,排除了人工打包,每根带子间隔尺寸不一的弊端,尤其是打包带弹性的纺织品,打包后的物品既美观,又不会出现不规则的形状;
5.本机一次可同时打包1-8根带子,排除了以往人工打包需要操作人员一根一根完成的弊端,尤其是打包大型的物品来说,既节省时间,又降低了操作人员的劳动强度;
6.本机可悬挂在流水线或者放置物品的工作台上,每次打包完成后,可自动回到原位,既不占用空间,又不挡住放置物品的工作台;
7.本机有除尘系统,机器工作时,除尘毛刷可清理掉落在带子上的灰尘,适合于环境灰尘大,漂浮物多的场合,尤其适合在纺织车间打包
8.本机控制系统采用PLC人机界面,传动系统采用伺服电机,具有故障率低,维修方便,传动精度高等特点;
9.本机不需要高学历的专业人员操作,只需对一般工人稍微培训就可上岗完成打包工作。
三.主要结构及功能说明
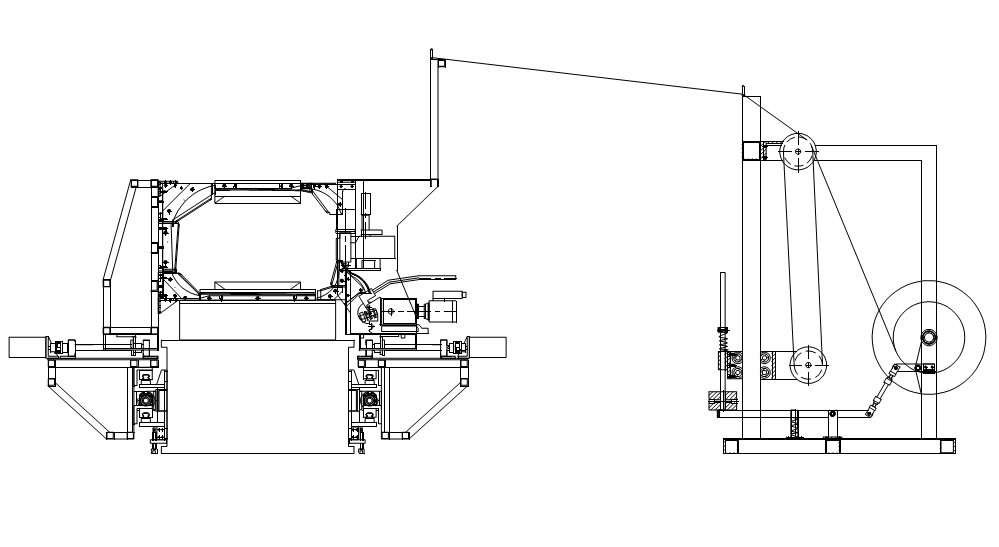
打包机 带盘车
1.主要结构
(1)打包机结构
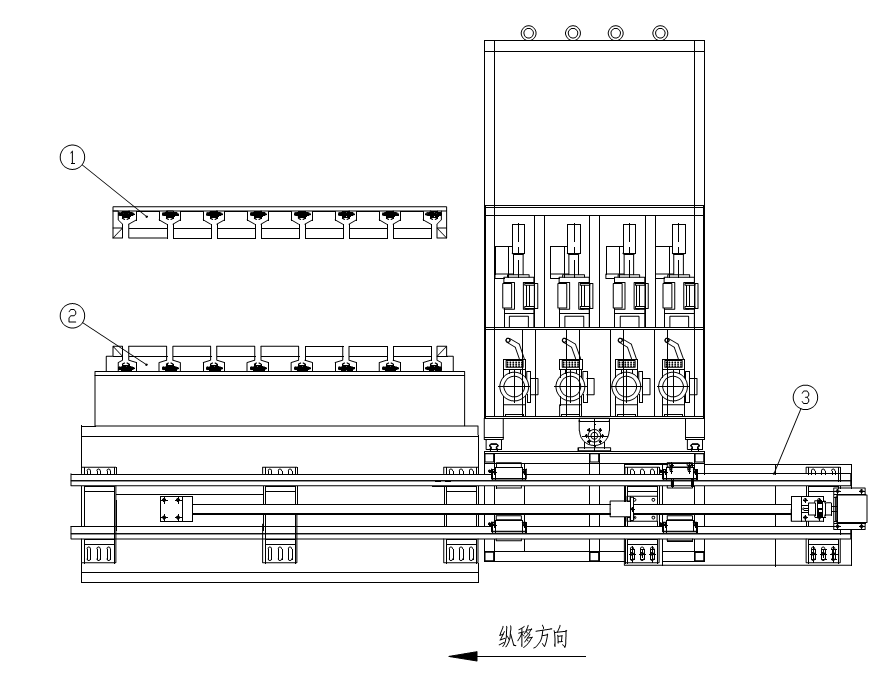
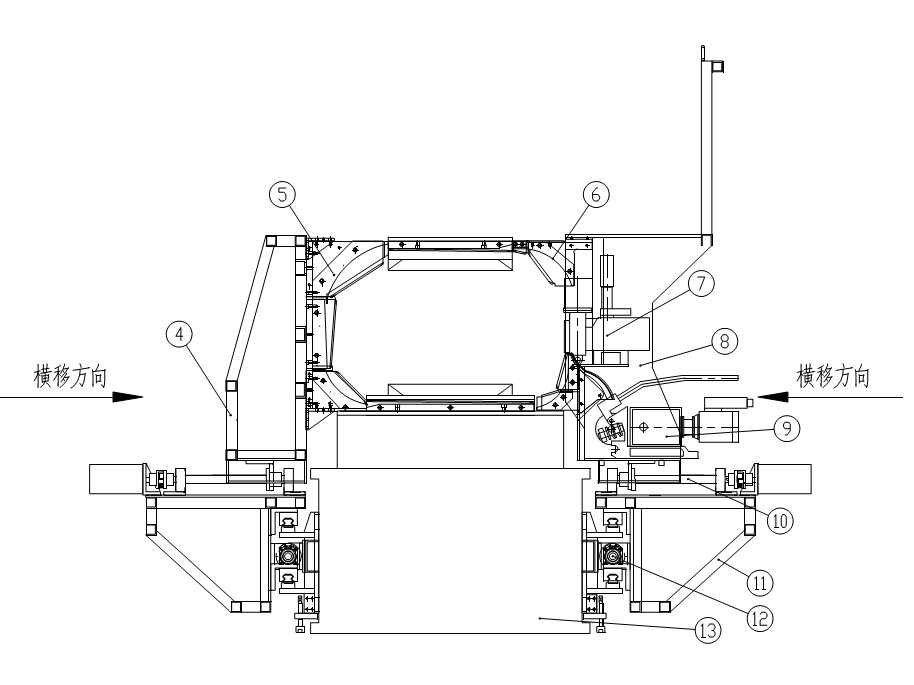
上模组件 (2) 下模组件 (3) 连接机架 (4) 左侧仿真机械手机架
左侧仿真机械手组件 (6) 右侧仿真机械手组件 (7) 焊接机
(8)右侧仿真机械手支架 (9)送带机 (10) 横向移动机构 (11) 纵向移动机架
纵向移动机构 (13)工作台
(2)带盘车结构
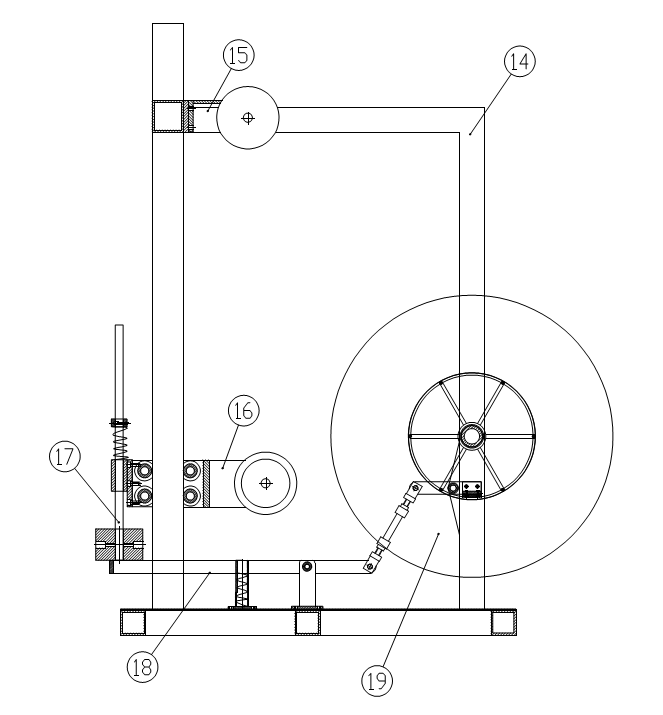
(14)底架 (15)固定轮 (16)张紧轮 (17)配重块 (18)刹车 (19)装带盘
功能说明
(1)上模组件
上模组件是把被打包物品从上方压住,功能是打包时不让物品移动,上模组件内安装穿带槽,顺利让带子通过,穿带槽用弹簧和螺丝配合组装,目的是当打包完成后,让带子顺利从穿带槽中移出。
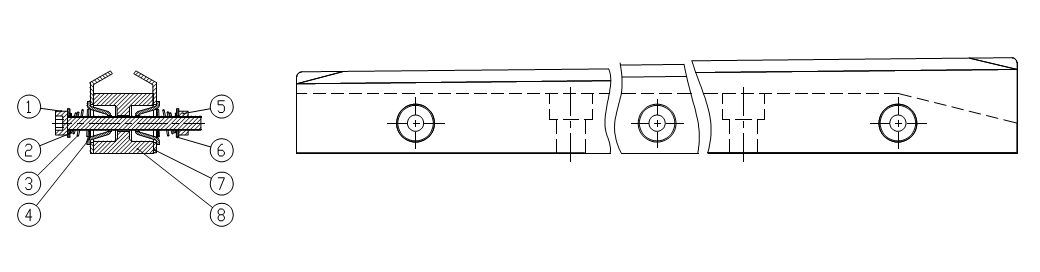
图1 穿带槽结构图
内六角螺丝 (2)平垫圈 (3)宝塔形弹簧 (4)U型帽 (5)外六角螺母
平垫圈 (7)导带压板 (8)导向块
(2)下模组件
下模组件是把被打包物品从下方拖住,功能和内部结构同上模组件一致。
(3)连接机架
连接机架安装在流水线或者工作台的两侧,连接机架上安装轴承和传动机构,是全自动PET包装带打包机和工作台的连接机构。
(4)左侧仿真机械手机架
左侧仿真机械手机架功能是带着左侧仿真机械手做横向往复运动,机架底部四角安装轴承,机架的运动由滚珠丝杠驱动,轴承和滚珠丝杠的配合保证了机架做横向往复运动的平稳性。
(5)左侧仿真机械手组件
左侧仿真机械手组件跟着其机架做横向往复运动,当被打包物品到位后,左侧仿真机械手移位至上、下模组件,和上、下模组件对接,仿真机械手内挡板呈圆滑曲面,分为上,中,下三组机械手,目的是从上模组件穿带槽穿过的带子顺利的通过仿真机械手内部,又能顺利的进入下模组件穿带槽,仿真机械手外挡板和内挡板及内板用弹簧和螺丝配合组装,目的是当打包完成后,让带子顺利从仿真机械手内部移出。
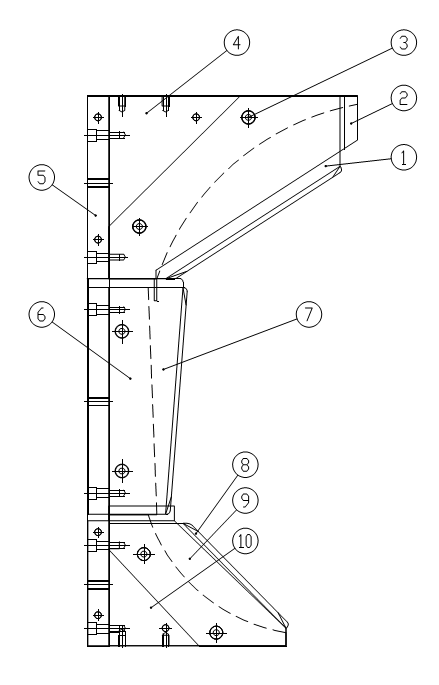
图2 左侧仿真机械手结构图
1 外挡板 2 内挡板 3 弹性组件(图3) 4 内板 5 安装板 6 内板 7 外挡板 8 外挡板
9 内挡板 10 内板
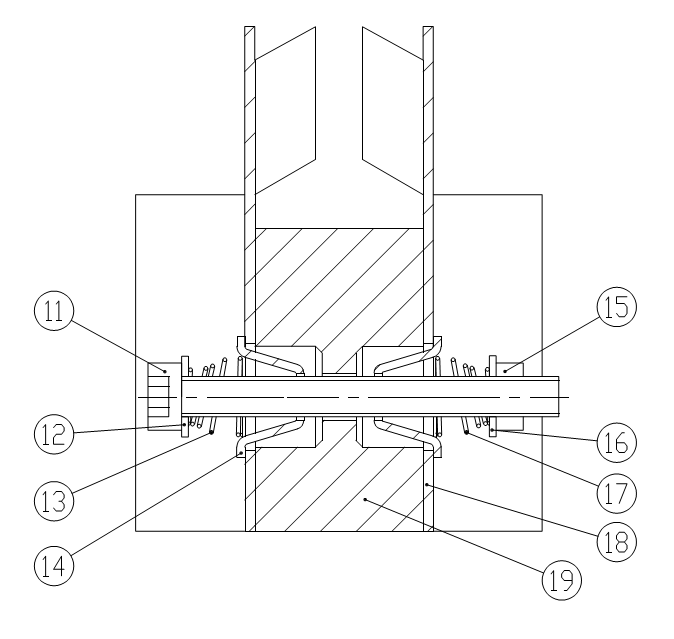
图3 弹性组件结构图
11 内六角螺丝 12 平垫圈 13 宝塔形弹簧 14 U型帽 15 外六角螺帽 16 平垫圈
17 宝塔形弹簧 18 外挡板 19 内板
(6)右侧仿真机械手组件
右侧仿真机械手组件跟着其机架做横向往复运动,当被打包物品到位后,右侧仿真机械手移位至上、下模组件,和上、下模组件对接,右侧仿真机械手内挡板呈圆滑曲面,分为上、下两组机械手。
上机械手是让焊接机穿出的带子顺利进入上机械手,并让带子顺利通过,又能顺利进入上模组件的穿带槽中。
下机械手是让下模组件穿带槽穿出的带子顺利进入下机械手,并让带子顺利通过,又能让带子顺利进入焊接机,另外下机械手让自动送带机送出的带子顺利进入焊接机。
右侧仿真机械手挡板,调节板及内板用弹簧和螺丝配合组装,目的是当打包完成后,让带子顺利从仿真机械手内部移出。
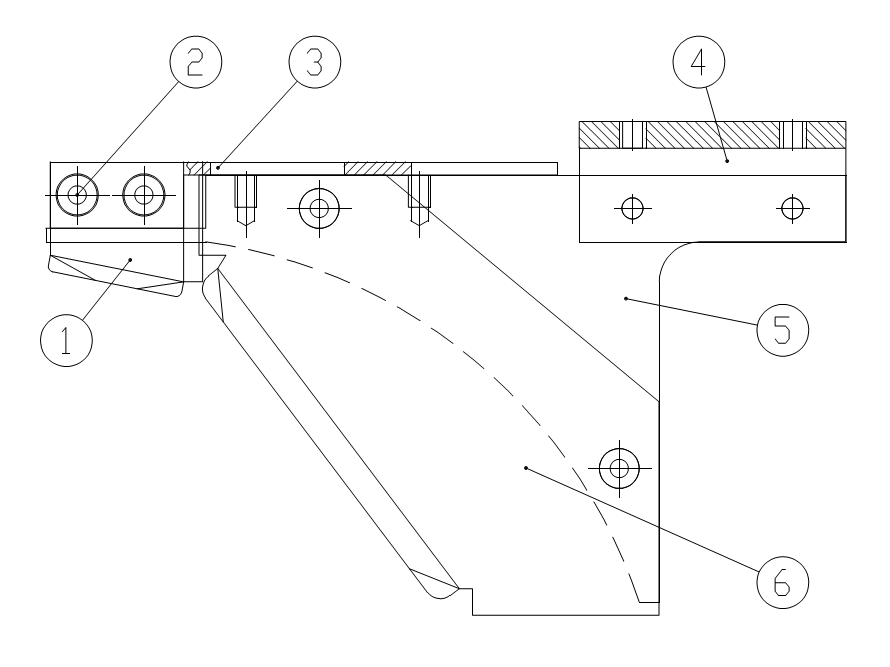
图4 右侧仿真机械手上机械手结构图
1 调节挡板 2 弹性组件(图3) 3 调节板 4 固定块 5 内板 6 挡板
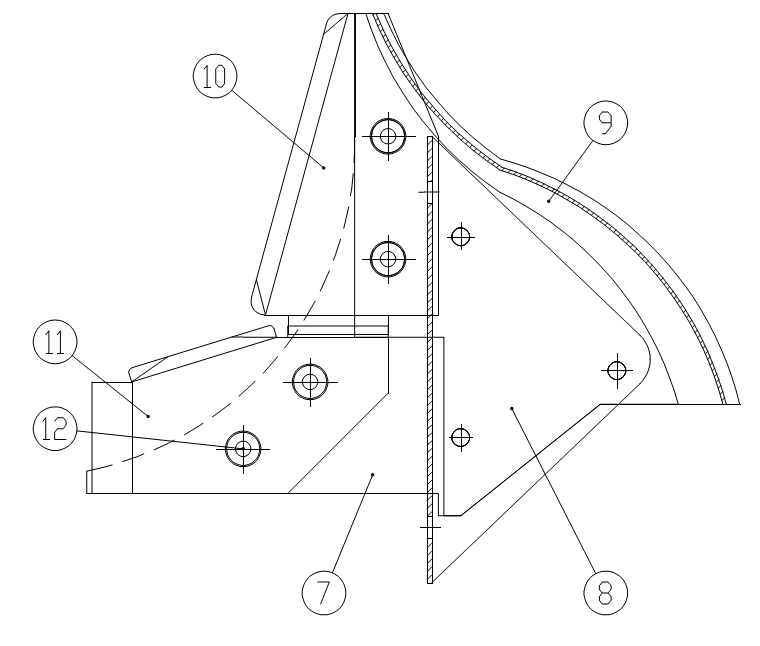
图5 右侧仿真机械手下机械手结构图
7 内板 8 固定板 9 外罩 10 外挡板 11 外挡板 12 弹性组件(图3)
(7)焊接机
焊接是打包工作的最后一个环节,带子一开始首先通过自动送带机进入焊接机,后通过各种组件绕物品一圈再次进入焊接机,带子到达限定的位置后,带子两端重叠在一起,此时焊接机内的切刀机开始工作将带子末端切断,两端重叠的带子通过焊接机的摩擦热熔焊在一起,焊接时间可根据环境温度设定,焊接完成后,焊接机的翻版打开,以便带子从焊接机中移出。
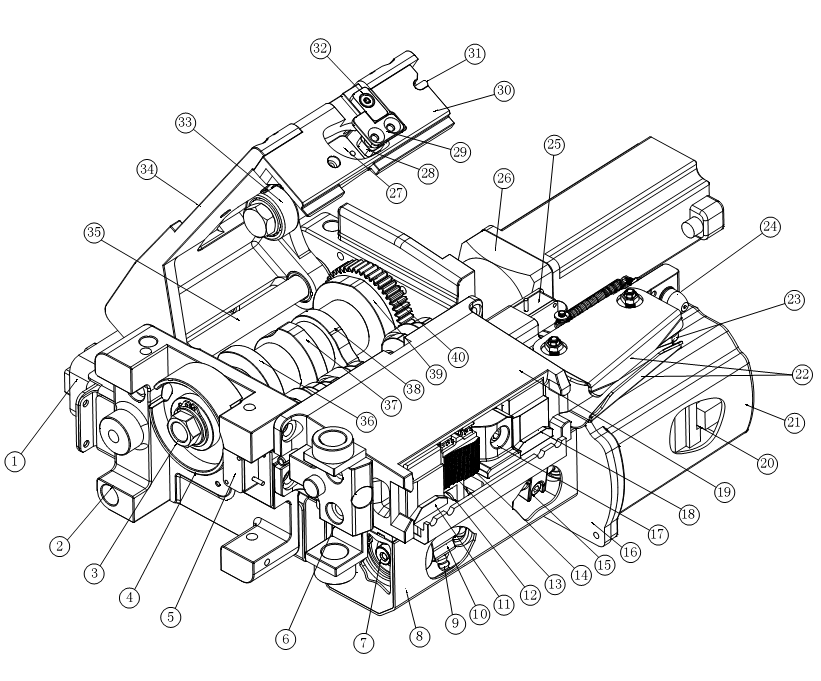
图6 焊接机结构图
1 控制箱 2 底座 3 凸轮轴 4 控制环 5 回位开关 6 定位块 7 偏心轴 8 保护盖
9 加油嘴 10 偏心轴套 11 收紧锁块 12 焊接连接块 13 切刀 14 焊接上齿
15 电机连接桥块 16 焊接电机固定块 17 带子限位上块 18 焊接锁块 19 锁块定位体
20 焊接电机 21 焊接电机盖 22 带子左右定位合页 23 出带开关启动片 24 出带安装座
25 出带开关 26 凸轮电机 27 焊接下齿 28 带子限位下块 29 限位下块固定块
30 下齿安装座 31 焊接启动开关 32 启动开关固定块 33 凸轮推动轴承 34 上盖
35 上盖定位轴 36 凸轮4 37 凸轮3 38 凸轮2 39 凸轮1 40 凸轮带动齿轮
自动送带机
自动送带机是打包工作的第一个环节,首先每换一盘打包带,压下自动送带机的释放手柄,将带子起始端手动接入自动送带机的两轮之间,然后启动机器,此时自动送带机开始工作,传送通过伺服电机带动,送带长度可设定,送带长度精度可达±2mm
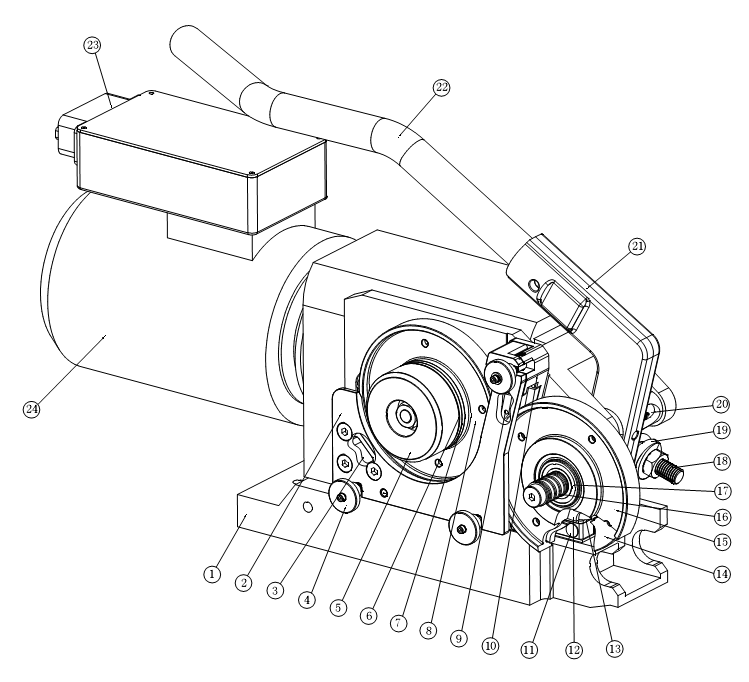
图7 自动送带机结构图
1 基座 2 导带外侧板 3 进带导块 4 固定锁紧旋钮 5 驱动压块 6 驱动摩擦隔片
7 驱动摩擦片 8 驱动轮 9 出带导块 10 导带内侧板 11 送带开关 12 从动摩擦片
13 从动摩擦隔片 14 开关启动块 15 从动轮 16 从动弹簧 17 从动轮固定轴
18 释放杆回位轴 19 释放杆回位弹簧 20 释放杆固定轴 21 从动释放杆 22 释放手柄
23 接线盒 24 送带电机
右侧仿真机械手机架
右侧仿真机械手机架功能是带着右侧仿真机械手和焊接机及自动送带机做横向往复运动,机架底部四角安装轴承,机架的运动由滚珠丝杠驱动,轴承和滚珠丝杠的配合保证了机架做横向往复运动的平稳性。机架上端安装有穿带环及清理毛刷,可清理带子上的灰尘及漂浮物。
(10)横向移动机构
横向移动机构是保证仿真机械手机架做横向往复运动的传动组件,该机构主要由伺服电机,滚珠丝杠和直线导轨副等组成,伺服电机是仿真机械手机架运动的动力源,滚珠丝杠是仿真机械手机架运动的传动机构,直线导轨副是仿真机械手机架平稳运动的组件,这些组件保证了仿真机械手机架做往复运动的稳定和运动距离的精度可达到±0.01mm。
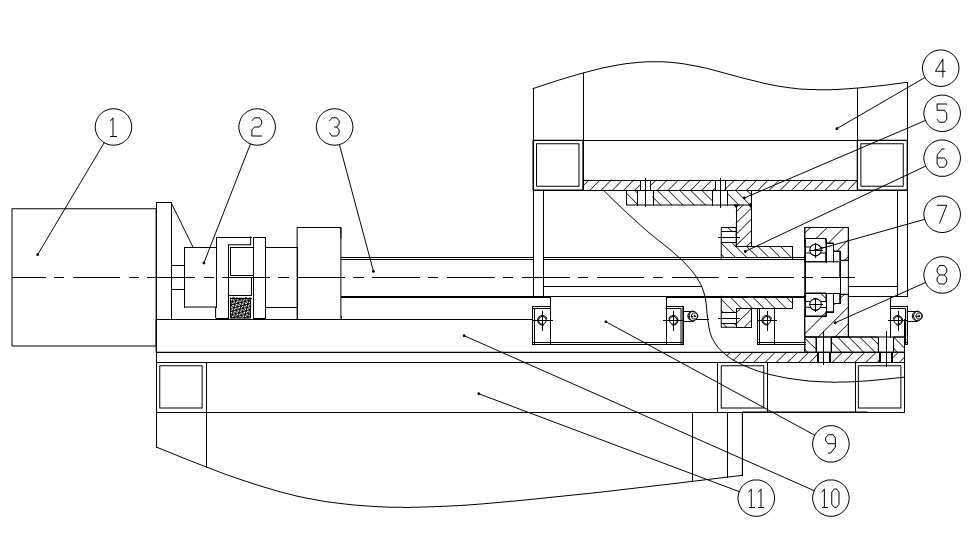
图8 横向移动机构结构图
1 伺服电机 2 弹性联轴器 3 滚珠丝杠 4 仿真机械手机架 5 连接板
6 螺纹套(与滚珠丝杠配套使用) 7 滚珠丝杠支撑轴承 8 轴承座 9 直线轴承
10 直线导轨(与直线轴承配套使用) 11 纵移机架
纵向移动机架
纵向移动机架侧面与纵向移动机构连接,上面和仿真机械手机架连接,它的纵向往复运动由纵向移动机构来完成,而且整个打包机构的重量都在此机架上,所以,它的平稳性和运动尺寸的精度都影响到整个打包物品的外观及质量。
纵向移动机构
纵向移动机构是保证纵移机架做纵向往复运动的传动组件,该机构主要由伺服电机,滚珠丝杠和直线导轨副等组成,伺服电机是纵移机架运动的动力源,滚珠丝杠是纵移机架运动的传动机构,直线导轨副是纵移机架平稳运动的组件,这些组件保证了纵移机架及仿真机械手,仿真机械手机架做往复运动的稳定和运动距离的精度可达到±0.01mm
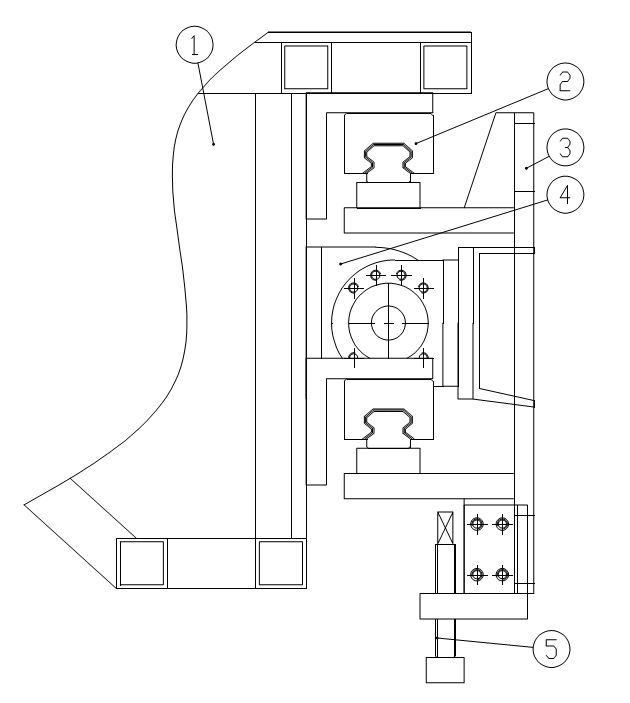
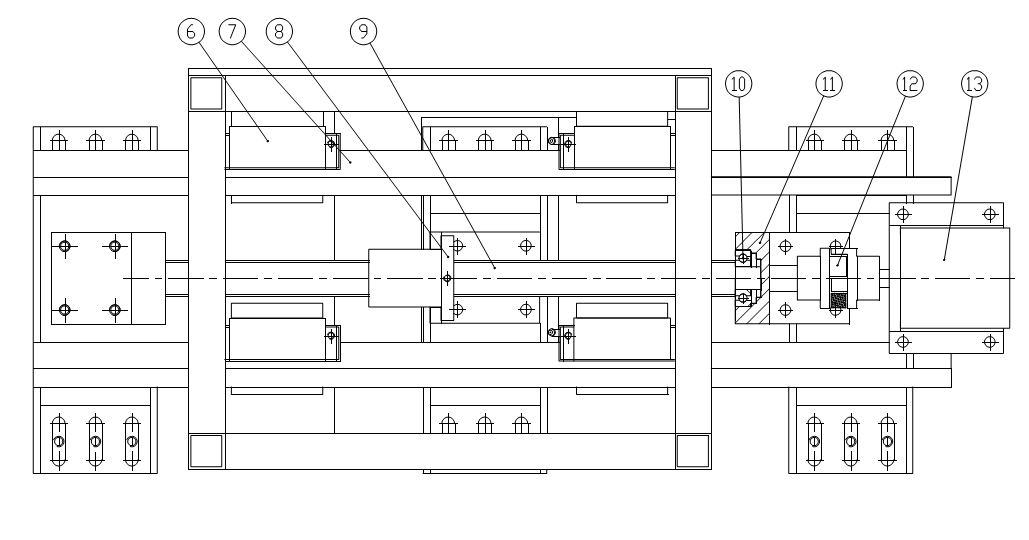
图9 横向移动机构结构图
1 纵向移动机架 2 直线导轨副 3 连接机架 4 连接板 5 调节丝杆 6 直线轴承
7 直线导轨 8 螺纹套(与滚珠丝杠配套使用) 9 滚珠丝杠 10滚珠丝杠支撑轴承
11 轴承座 12 弹性联轴器 13 伺服电机
(13)工作台
工作台是放置下模组件的台面,工作台两侧安装连接机架。
(14)底架
底架上安装所有带盘车组件,是带盘车的基础,带盘车工作的平稳性是靠牢固的底架完成。
(15)固定轮(16)张紧轮
固定轮支架和张紧轮支架上都安装转动轮盘,绕带时它们配合使用,每组轮盘由7个单轮盘组成,带子从装带盘上进入固定轮轮盘,然后进入固定轮下方的张紧轮盘,它们之间的绕带方式呈螺旋形,固定轮和张紧轮之间经过螺旋绕带后,最后经过固定轮上方的穿带环进入打包机组件。
打包机组件中的自动送带机有回带功能,带子绕物品一圈,切断前要捆紧物品,回带后,带子不再收回装盘车,而是靠张紧轮的重力,将回带固定在固定轮和张紧轮之间。
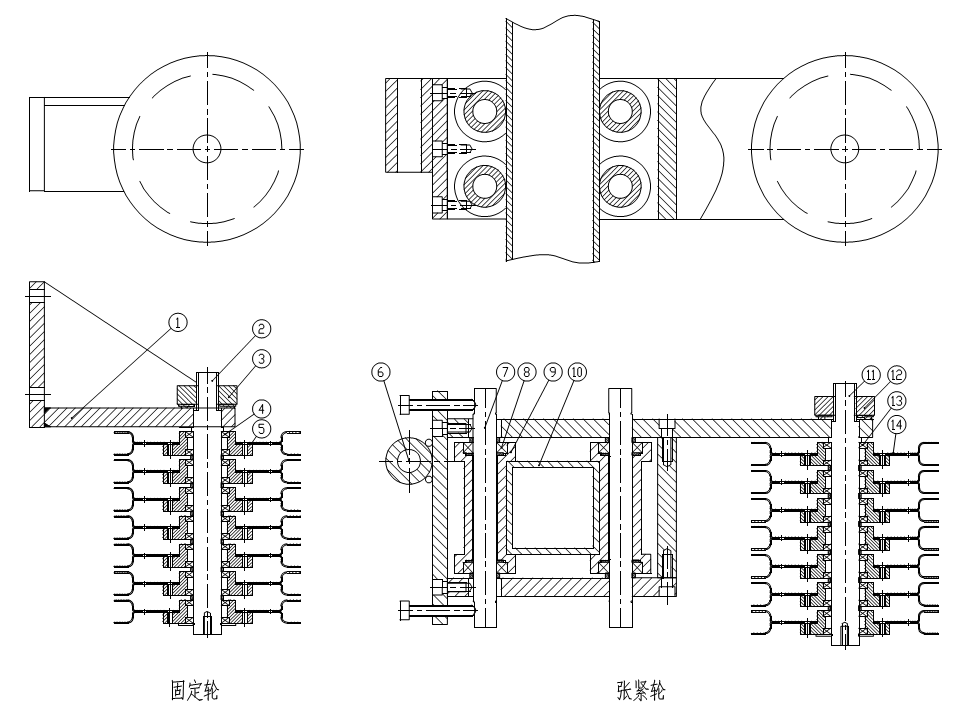
图10 固定轮,张紧轮结构图
1 固定支架 2 轮盘轴 3 螺母 4 轴承 5 轮盘 6 配重块连杆固定块 7 滚轮轴 8 轴承
9 升降滚轮 10 导轨 11 轮盘轴 12 螺母 13 张紧轮支架 14 轮盘
(17)配重块
配重块安装在张紧轮支架上,张紧轮的下移除了靠其自身的重力外,还要靠配重块的重力,配重块的另一个作用是其下移后压在刹车杠杆上,启动刹车功能。
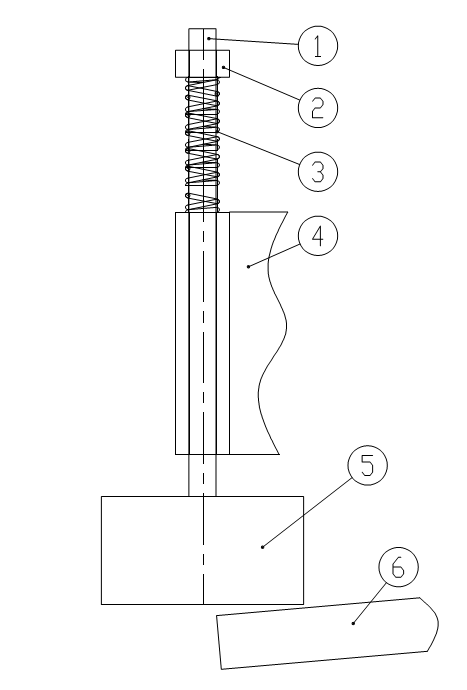
图11 配重块结构图
1 连接杆 2 锁紧螺母 3 缓冲弹簧 4 张紧轮支架 5 配重块 6 刹车连杆
(18)刹车
刹车采用杠杆原理,一端在被配重块压住的情况下,另一端摩擦块压紧装带盘的凹槽,阻止装带盘的转动,这是一个保护措施,防止装带盘转动打乱带子排布。
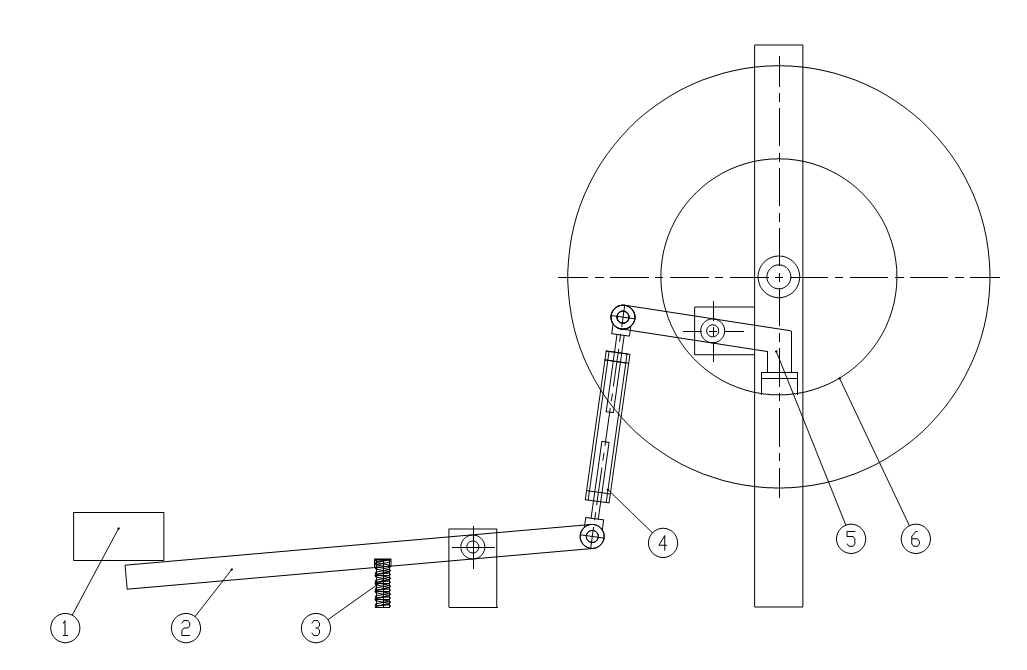
图12 刹车结构图
1 配重块 2 连杆 3 连杆回位弹簧 4 调节连杆 5 摩擦块 6 装带盘凹槽
(19)装带盘
装带盘上放置打包带卷,装好后靠挡板和螺母压紧,不让其左右移动,装带盘没有动力源,它的转动是靠自动送带机来完成。
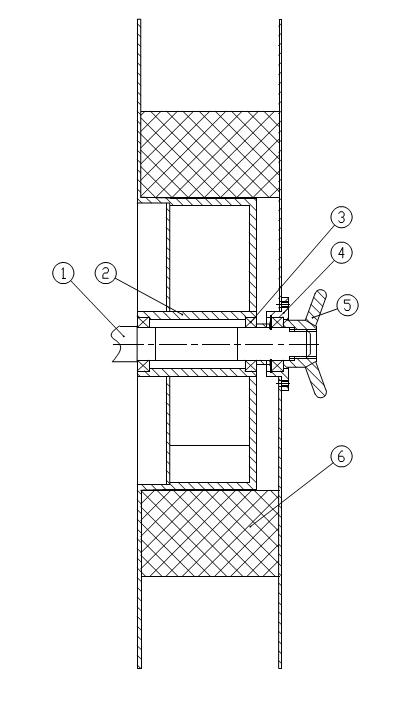
图13 装带盘结构图
1 主轴 2 刹车盘 3 轴承 4盖板 5 螺母 6 PET打包带
四.工作过程

五.主要技术参数
1.焊接机电机功率:1.1KW
2.自动送带机电机功率:0.75KW
3.横移电机功率:1.5KW
4.纵移电机功率:1.2KW
5.纵向打包/移动距离:50~3000mm
6.纵向移动精度:±0.1mm
7.一次包装根数:1~4根
8.打包带宽度:19mm
9.打包带厚度:0.6~1.5mm
10.送带机送带精度:±2mm
11.包装物品高度:670mm
12.工作温度:-40~50℃
13.除尘点:8个
| 第一页 | 第二页 | 第三页 | 第四页 |
